
Page 187 - Guide du Dessinateur Industriel
P. 187
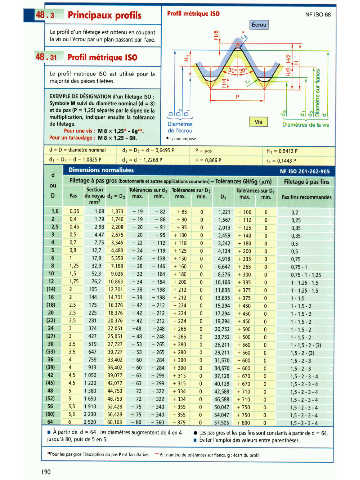
R o f n ~ I ~ NF ISO 68
Le profil d'un filetage est obtenu en coupant
la vis ou l'écrou par un plan passant par l'axe.
Le profil métrique 1SO est utilisé pour la
majorité des pièces filetées.
Symbole M suivi du diamètre nominaÏ(d = 8)
et du pas (P = 1.25) séparés par le signe de la
multiplication, indiquer ensuite la tolérance
de filetage.
IO1u&: YS x 1,25*-6&&&
m ü n v : M8x 1,25-6~.' '- r2 non imposé.
I
- ' d2 = D2 = d - 0 P= pas , ~
t4Pt.D = diamtitrenominal
'dl = Dl = d - 1,0825 P d? = d - 1,2268 P H = 0.866 P
- Filetage di pas gros (boutonnerie et autres applications courantes) - Tdérances 6W6g (pm) Iletage à pas fins
OU
Section Tolérances sur d2 Blérances sur Dl Tdérances sur Dl
D Pas du noyau d2 = D2 man 1 min. man 1 min. DI man I min. 1 Pas fins recommandé
m À partir de u = 64 , les diamètres augmentent de 4 en 4 pas gms et les pas fins sont constants à partir de d = 64.
jusqu'à 80, puis de 5 en 5. m Eviter l'emploi des valeurs entre parenthèses.
Pour les pas gros I'inxription du pas Pest facultative. ** 6 : numéro de tokrances sur flancs. g : kit du profil.