
Page 157 - Guide du Dessinateur Industriel
P. 157
Moulage en coquille Boîte & vitesses d'affûteuse
Le moulage en coquille convient aux matériaux à point
de fusion inférieur à 900 OC (alliages cuivreux, alliages
d'aluminium, alliages de zinc, matières plastiques, etc.).
II est particulièrement adapté à la fabrication des pièces
petites et moyennes.
Le matériau peut être coulé :
, i soit par gravité ;
1 i soit par injection sous pression ;
i soit par dépression (en faisant le vide dans la coquille).
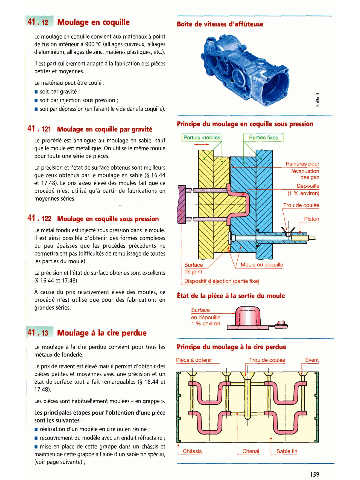
Principe du moulage en coquille sous pression
41 ,121 MOU^ en coquille par gravité
Le procédé est analogue au moulage en sable, sauf
que le moule est métallique. On utilise le même moule
pour toute une série de pièces.
La précision et I'état de surface obtenus sont meilleurs
que ceux obtenus par le moulage en sable (5 16.44
et 17.48). Le prix assez élevé des moules fait que ce
procédé n'est utilisé qu'à partir de fabrications en
moyennes séries.
41 .122 Moulage en coquille mus pres~on
Le métal fondu est injecté sous pression dans le moule.
II est ainsi possible d'obtenir des formes complexes
ou peu épaisses que les procédés précédents ne
permettraient pas (difficultés de remplissage de toutes
les parties du moule).
V Mou J coquillc
I La précision et I'état de surface obtenus sont excellents l s_i-co/
de joint
(5 1 6.44 et 1 7.48).
1 Dispositif d'éjection (partie fixe)
À cause du prix relativement élevé des moules, ce
la
ktat de b pièce i wrtk du mouk
procédé n'est utilisé que pour des fabrications en
grandes séries.
en depouille
I 1 % environ
.13 Moulage à la cire perdue
Le moulage à la cire perdue convient pour tous les Principe du mouiage A la cire peralue
métaux de fonderie.
Pièce & obtenir Trou de coulée Évent
Le prix de revient est élevé mais il permet d'obtenir des
pièces petites et moyennes avec une précision et un
état de surface tout à fait remarquables (5 16.44 et
17.48).
Les pièces sont habituellement moulées « en grappe ».
Les principales étapes pour l'obtention d'une pièce
sont les suivantes :
i réalisation d'un modèle en cire ou en résine ;
i recouvrement du modèle avec un enduit réfractaire ;
i mise en place de cette grappe dans un châssis et
maintien de cette grappe à i'aide d'un sable fin spécial, 1 Ch- ( ham ma^ ( m e fin
(voir page suivante) ;