
Page 156 - Guide du Dessinateur Industriel
P. 156
41 Pièces
métalliqu --
i
Le moulage permet d'obtenir des pièces pleines ou
'
creuses pouvant présenter des formes très compliquées.
On réalise ainsi une sensible économie de matière et on
réduit considérablement les frais d'usinage. Certains
procédés de moulage, notamment le moulage en
moule métalllique sous pression et le moulage à la cire
Principe du moulage
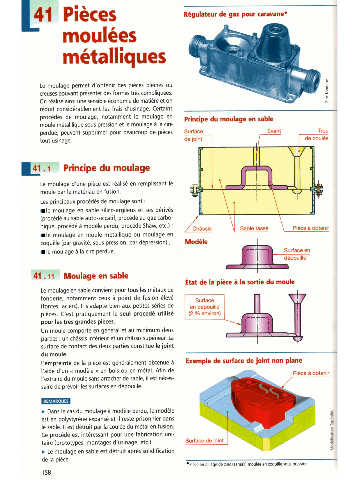
Le moulage d'une pièce est réalisé en remplissant le
moule par le matériau en fusion.
Les principaux procédes de moulage sont :
le moulage en sable silico-argileux et ses dérives
(procédé au sable auto-siccatif, procédé au gaz carbo-
nique, procédé à modèle perdu, procédé Shaw, etc.) ;
le moulage en moule metallique ou moulage en
coquille (par gravité, sous pression, par dépression) ;
le moulage à la cire perdue.
Moulage en sable
Le moulage en sable convient pour tous les métaux de
fonderie, notamment ceux à point de fusion élevé
(fontes, aciers). II s'adapte bien aux petites séries de
pièces. C'est pratiquement le seul procede utilise
pour les très grandes pièces.
Un moule comporte en gbnéral et au minimum deux
parties : un chassis inférieur et un châssis supérieur. La
surface de contact des deux parties constitue le joint
du moule.
L'empreinte de la pièce est généralement obtenue à Exempk de surface âe jdnt non plane
l'aide d'un a modèle )) en bois ou en metal. Afin de
l'extraire du moule sans arracher de sable, il est néces-
saire de prévoir les surfaces en dépouille.
b Dans le cas du moulage à modèle perdu, le modèle
est en polystyrène expansé et il reste prisonnier dans
le sable. II est détruit par la coulée du métal en fusion.
Ce procéde est intéressant pour une fabrication uni-
taire (prototypes, montages d'usinage, etc.).
b Le moulage en sable est détruit après solidification
de la pièce.
Pièce en alliage de zinc (zamak) moulée en coquille sous pression.