
Page 164 - Guide du Dessinateur Industriel
P. 164
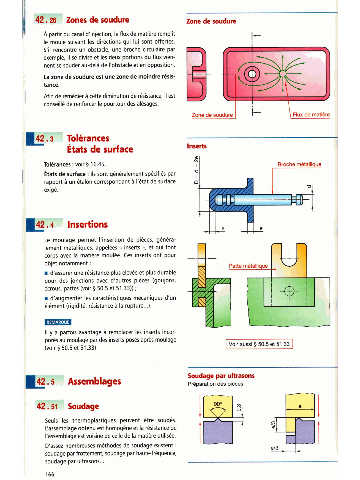
Zones de soudure
A partir du canal d'injection, le flux de matière remplit
le moule suivant les directions qui lui sont offertes.
S'il rencontre un obstacle, une broche circulaire par
exemple, il se divise et les deux portions du flux vien-
nent se souder au-delh de l'obstacle et en opposition.
La zone de soudure est une zone de moindre résis-
tance.
Afin de remédier h cette diminution de résistance, il est
conseillé de renforcer le pourtour des alésages.
Tol4rances
États de surface
Tolérances : voir 5 16.45.
États de surface : ils sont généralement spécifiés par
rapport h un étalon correspondant h I'état de surface
exigé.
l
Insertions
Le moulage permet l'insertion de pièces, généra-
lement métalliques, appelées « inserts », et qui font
corps avec la matière moulée. Ces inserts ont pour
objet notamment :
-
i d'assurer une résistance plus élevée et plus durable
pour des jonctions avec d'autres pièces (goujons,
écrous, pattes (voir 5 50.5 et 51.33)) ;
i d'augmenter les caractéristiques mécaniques d'un
élément (rigidité, résistance h la rupture...).
II y a parfois avantage h remplacer les inserts incor-
pirés au moulage des insek posés après moulage 1 Voir aussi 5 50.5 et 51 33 1
(voir 9 50.5 et 51.33).
- - -. ' Soudage
Seuls les thermoplastiques peuvent être soudés.
L'assemblage obtenu est homogène et la résistance de
l'assemblage est voisine de celle de la matière utilisée.
D'assez nombreuses méthodes de soudage existent :
soudage par frottement, soudage par hautefréquence,
soudage par ultrasons ...