
Page 261 - HPC 1 élèments Mécaniques
P. 261
Fiches techniques
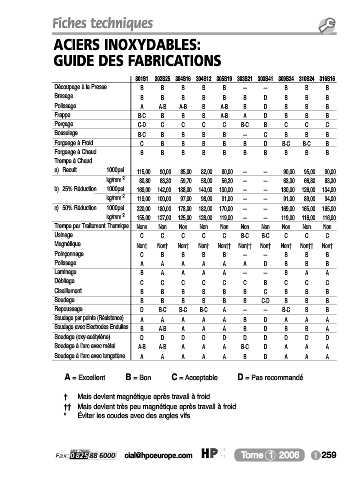
ACIERS INOXYDABLES:
GUIDE DES FABRICATIONS
301S1 302S25 304S16 304S12 305S19 303S21 303S41 309S24 310S24 316S16
Découpage à la Presse B B B B B — — B B B
Brasage B B B B B B D B B B
Polissage A A-B A-B B A-B B D B B B
Frappe B-C B B B A-B A D B B B
Perçage C-D C C C C B-C B C C C
Bosselage B-C B B B B — C B B B
Forgeage à Froid C B B B B B D B-C B-C B
Forgeage à Chaud B B B B B B B B B B
Trempe à Chaud
a) Recuit 1000psi 115,00 90,00 85,00 82,00 80,00 — — 90,00 95,00 90,00
kg/mm 2 80,80 63,30 59,70 58,00 56,20 — — 63,30 66,80 63,30
b) 25% Réduction 1000psi 169,00 142,00 138,00 140,00 130,00 — — 130,00 126,00 134,00
kg/mm 2 119,00 100,00 97,00 98,00 91,00 — — 91,00 89,00 94,00
c) 50% Réduction 1000psi 220,00 180,00 178,00 182,00 170,00 — — 169,00 165,00 165,00
kg/mm 2 155,00 127,00 125,00 128,00 119,00 — — 119,00 116,00 116,00
Trempe par Traitement Thermique Nonn Non Non Non Non Non Non Non Non Non
Usinage C C C C C B-C B-C C C C
Magnétique Non† Non† Non† Non† Non†† Non†† Non† Non† Non†† Non†
Poinçonnage C B B B B — — B B B
Polissage A A A A A A D B B B
Laminage B A A A A — — B A A
Débitage C C C C C C B C C C
Cisaillement B B B B B B C B B B
Soudage B B B B B B C-D B B B
Repoussage D B-C B-C B-C A — — B-C B B
Soudage par points (Résistance) A A A A A B D A A A
Soudage avec Electrodes Enduites B A-B A A A B D B B A
Soudage (oxy-acétylène) D D D D D D D D D D
Soudage à l’arc avec métal A-B A-B A A A B-C D A A A
Soudage à l’arc avec tungstène A A A A A B D A A A
A = Excellent B = Bon C = Acceptable D = Pas recommandé
Mais devient magnétique après travail à froid
Mais devient très peu magnétique après travail à froid
* Éviter les coudes avec des angles vifs
HPC
cial@hpceurope.com HPC Tome 1 2006 ➊ 259
HPC